Production
At first glance, a saw blade may look like a relatively simple product. But in fact it is a complex product with over 25 different steps in the manufacturing process, many more than you might think. Here we will explain the main steps in the production of a saw blade.
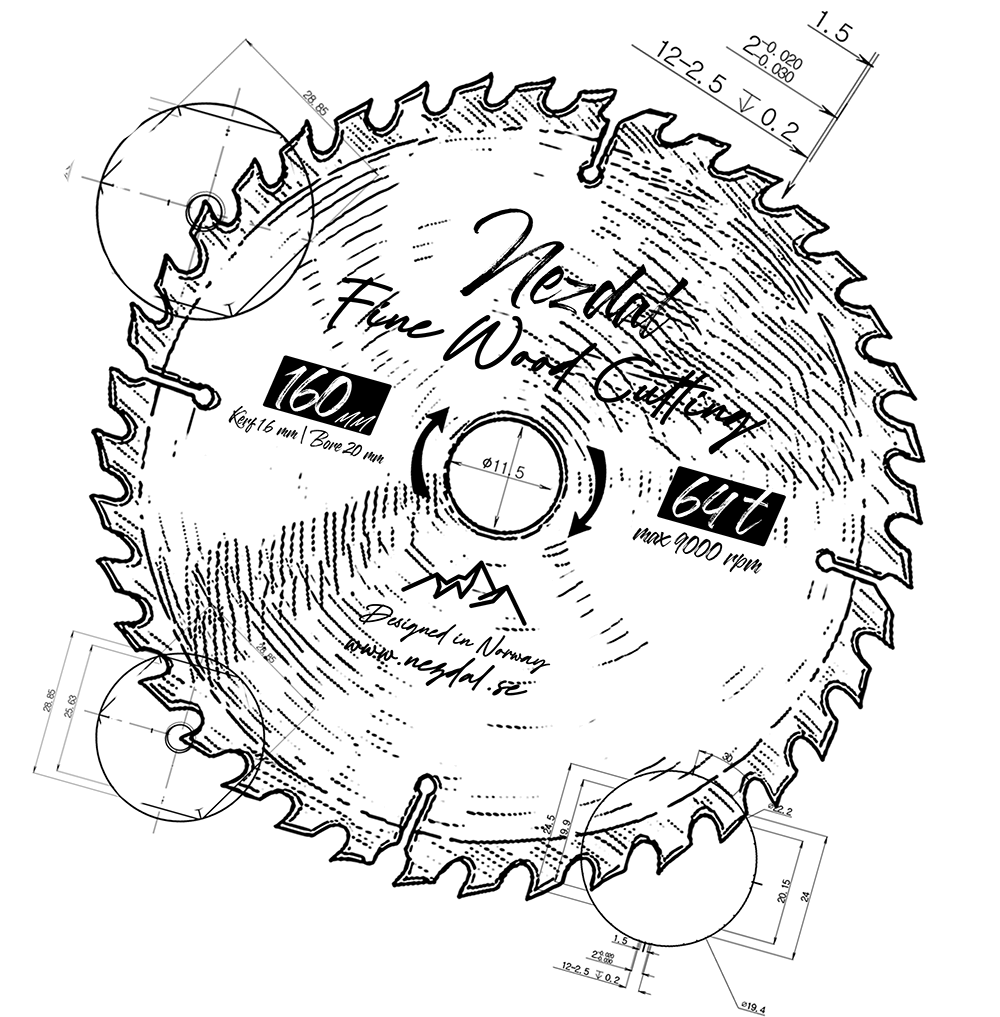
The first step in the manufacturing process is to prepare manufacturing documentation and drawings. We use autoCAD to draw the saw blade and special software to calculate key manufacturing data for each individual model. The diameter and application of the saw blade is the basis for calculating tooth geometry, cutting width, plate thickness, hardness, flatness requirements and tolerances.
2. Steel
The type of steel used has a significant impact on the quality of the final product. We only use steel in slabs and not steel in rolls, which some manufacturers use to save money. The steel we use is a type of high-carbon spring steel. We stock plate steel in many different thicknesses, and the plate thickness we use depends on the application of the individual saw blade.
3. Laser cutting
Once the drawings are approved, we are ready to start manufacturing. We place the steel plate under a powerful CO2 laser and the CAD file tells the laser which patterns to cut. Here it is important to use steel plates with the right dimensions, so that we get as many saw blades as possible out of each steel plate. We use steel plates with the right thickness to minimize waste.

Once the blade has been cut with a laser, it is time for heat treatment, also known as hardening.
We heat the steel to around 430°C to give it the right hardness and toughness, and remove “stress” in the steel structure. Different applications require different hardness, and we control this by adjusting the temperature in the furnace.
Hardening is a relatively energy-intensive process and is therefore carried out at night when electricity prices are lower.
High accuracy in the hardening process is extremely important. If the saw blade is too hard, cracks can occur at high loads. If it is too soft, the blade may bend when subjected to lateral forces.

After the heat treatment, the base of the steel blade is measured and checked. This is done to detect any abnormalities as early as possible in the manufacturing process.
Once the blade has been cut with a laser, it is time for heat treatment, also known as hardening.
We heat the steel to around 430°C to give it the right hardness and toughness, and remove “stress” in the steel structure. Different applications require different hardness, and we control this by adjusting the temperature in the furnace.
Hardening is a relatively energy-intensive process and is therefore carried out at night when electricity prices are lower.
High accuracy in the hardening process is extremely important. If the saw blade is too hard, cracks can occur at high loads. If it is too soft, the blade may bend when subjected to lateral forces.
After the heat treatment, the base of the steel blade is measured and checked. This is done to detect any abnormalities as early as possible in the manufacturing process.
6. Creation of the Arbor hole
The arbor hole of the saw blade is laser cut at the same time as the blade. But to achieve a high quality arbor hole, we turn it up a few more millimeters.
Then the edges of the center hole are chamfered to improve its quality. This is a time-consuming process that very few of our competitors do, but it's important because the arbor hole has a major impact on the performance of the saw blade. A saw blade with a mediocre arbor hole will never perform well.
7. Stretching
In order to achieve a good cutting result, the saw blade must be stretched according to the recommended rotation speed of the blade and the application its intended to be used.
This is done by making circular grooves in the blade. This creates the correct tension in the saw blade.
8. Straightening
After stretching, the blade is sent through a straightening mill. This process is designed to maintain a consistent flat surface and minimize errors in the saw blade, ensuring stable performance and precision.
After stretching, the flatness of the saw blade is checked manually with a straightedge. This is important to check because a saw blade must be flat. If it is not, it may be difficult to solder the teeth to the blade, and the teeth must be able to be attached straight to the blade.
All of our saw blades are manufactured with precise thickness. The grinding process not only ensures a smoother surface but also eliminates discoloration resulting from the hardening process.
Over the past few years, we have successfully produced more than 200,000 saw blades, with a vast variety of plate thicknesses. Despite maintaining a diverse stock of steel dimensions, it's not feasible to keep all thickness variations in inventory.
In instances where the required plate thickness is not readily available, we can utilize face grinding to adjust the blade to the exact specifications.
10. Sandblasting
Before we start soldering the teeth to the blade, we need to make sure that the blade is completely free of dirt and grease.
This is important for the silver solder used in the soldering process to stick. In order to clean the "seat" of the blade (where the teeth will sit), we apply sandblasting.
11. Soldering
We attach the carbide teeth to the blade using silver soldering. Soldering is done by holding each tooth still against the blade for a few hundredths of a second while it is heated to over 700°C.
Several different types of silver solder are used, but the most common type consists of a copper core surrounded by a silver compound.
This is appropriate because it minimizes the risk of the tooth cracking during the soldering process. We use fully automatic soldering machines with robotic loading to ensure an efficient manufacturing process.
After soldering the teeth onto the blade, it is essential to grind them to achieve optimal cutting results. All facets of the carbide teeth undergo grinding, and the specific grinding process depends on the blade's intended application. The grinding process is carried out in three stages: front grinding, side grinding, and top grinding.
13. Final inspection
The final inspection is carried out using a CNC-controlled measuring machine where the cutting geometry of the saw blade is checked with great accuracy. Four cameras check each individual solder joint and tooth (angle and quality). Once the final inspection is passed, the saw blade is approved for sale.

The final step in completing the saw blade is printing. Here we often use a combination of laser and UV printing for serial numbers, logo, graphics etc. on the blades.
The machines we use can print about 50 saw blades at a time, depending on the diameter of the blade.